
Сварка под водой: особенности и трудности
Теоретическое обоснование возможности горения дуги под водой появились ещё в конце позапрошлого века, а в 1932 году советский инженер К.К. Хренов продемонстрировал, как выглядит подводная сварка практически.
Непосвящённым сварка под водой кажется чем-то парадоксальным и противоречащим законам физики, однако именно эти законы и делают такую сварку возможной: интенсивное испарение воды и выделение газов образуют пузырь, внутри которого и горит дуга.
Разумеется, подводная сварка выдвигает особые требования к изоляции: вода, а морская вода в особенности, является прекрасным проводником, и во избежание потерь электричества все подводящие провода должны быть изолированы с особой тщательностью. Того же требуют и правила техники безопасности. Электроды для сварки так же должны быть изолированы от воздействия воды. Остановимся на сварочных электродах подробнее.
Сварка под водой — электроды
Для дуговой сварки под водой применяются сварочные электроды диаметром 4-6 мм. Для подводной сварки хорошо подходят сварочные электроды с ферросплавами, улучшающими качество шва. Электроды для сварки под водой должны быть изолированы, для чего электроды пропитывают парафином, нитролаком, раствором смол и другими веществами. Изготавливают электроды для сварки под водой преимущественно из стали. Замена отработанных сварочных электродов в держателе возможна лишь при отключенном токе.
Стальной стержень сварочного электрода плавится быстрее, чем охлаждаемое водой покрытие. На электроде образуется своеобразный козырёк, внутри которого спрятан стержень. Благодаря этому козырьку электроды способствуют образованию устойчивого пузыря и горению дуги.
Сварка под водой — человек
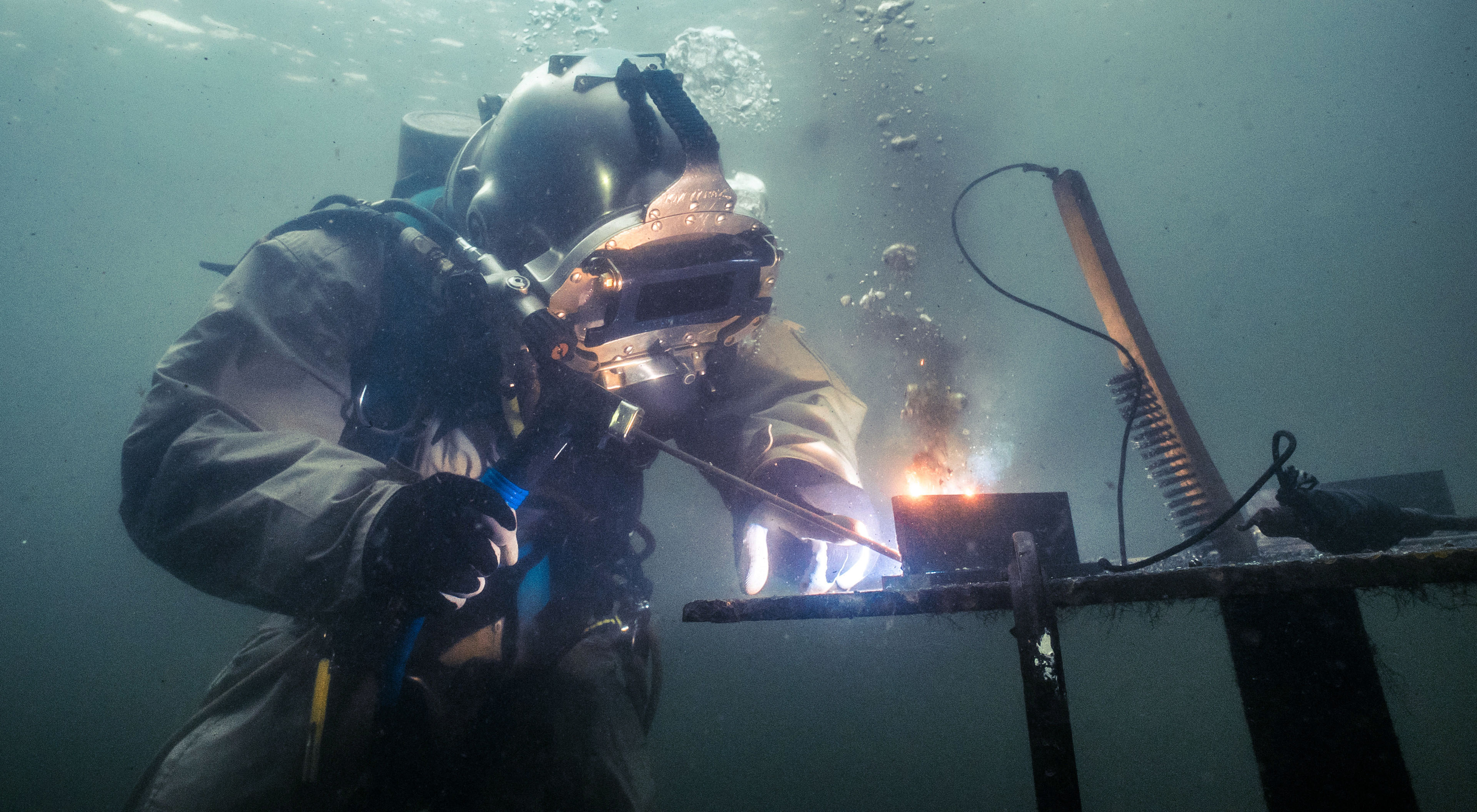
Подводная сварка возможна практически на любых глубинах. Оборудование и сварочные электроды будут работать под слоем воды любой толщины. Глубина ограничивается лишь особенностями человеческого организма и конструкцией снаряжения.
Громоздкое водолазное снаряжение весьма затрудняет сварочные работы под водой. Неудобство усиливается плохой видимостью и неустойчивостью водолаза. Любое резкое движение или поток течения постоянно меняют положение работающего водолаза. К примеру, при сварке стыковых швов сварочные электроды легко теряют направление и уводят дугу в сторону.
В силу этих причин наиболее удобными при подводной сварке оказываются соединение внахлёст и тавровое соединение, когда кромки шва служат направляющими для сварочного электрода.
Здесь не обойтись без строгого выполнения правил техники безопасности. Запрещена работа с использованием автономных дыхательных аппаратов. Запрещено использование переменного тока. К подводным сварочным работам допускаются только опытные, квалифицированные водолазы.
В морской воде дуга возникает между сварочным электродом и любым металлическим предметом, даже без касания электрода, поэтому нельзя направлять электрод в сторону шлема или водолазного снаряжения.
Подъём водолаза с глубины проводится медленно, с остановками для стабилизации давления. В противном случае высок риск проявлений кессонной болезни. На глубине свыше 50 метров нормальная продолжительность работы не более 15 минут, а время подъёма в несколько раз превышает время работы. Получается, что нормальная работа водолаза-сварщика попросту невозможна при глубинах более 30-40 м.
Очевидно, что для работы на больших глубинах требуется использование роботизированных сварочных установок, применение которых освободит человека от работы в тяжёлых условиях.








